Electron Beam & Laser Welding Experts
Medical | Aerospace | Automotive | Sensor
Electron Beam Welding
Electron Beam Engineering, Inc. is a leading specialist in high precision electron beam welding and laser welding, serving multiple industries including aerospace, automotive, defense, communications, electronics, jewelry, medical, oil and gas exploration, semi-conductors, sensors, transportation and commercial uses. Our technicians have multiple years of experience in a wide field of specific applications, such as sensor design, high-pressure weld joints, turbine and piston engine components, aerospace (civil and sports), defense and armaments.
Overview
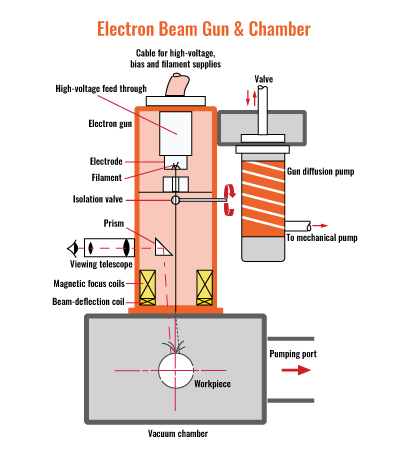
Electron beam welding is a fusion joining process that utilizes a beam of high energy electrons which produce heat when they strike the base metal. Electrons are the basic particles of atoms that are negatively charged, extremely lightweight and are the transporters of electrical energy. In electron beam welding, a tungsten filament (cathode) is heated under vacuum inside the electron gun, thereby emitting electrons. These electrons are accelerated using a high voltage, typically in the range of 30kV to 150kV and with the aid of a focus (convergence) coil and a deflection coil, the electrons can be formed into a narrow convergent beam and accurately positioned on the work piece.
The structure of an electron beam welder is shown in the diagram below.
The pressure in the vacuum chamber is kept low to avoid energy loss when electrons collide with air molecules. A typical working pressure would be 1E-4 torr (0.00013 mBar) with the electron gun at a higher pressure of around 1E-6 torr (0.000001333 mBar). The energy density of the electron beam is around 1,000 times more than that can be achieved from a traditional arc weld. Thus, the beam heats the parent metal which vaporizes the material and in turn, generates a so-called key-hole. The work piece is typically manipulated under the beam with the aid of a rotary device or a CNC table and as the key-hole is formed, molten material falls back into the hole, producing a deep, narrow weld. An added benefit is that the welding speed is often 10-50 times faster than an arc weld which minimizes heat accumulation and produces less distortion and a smaller heat affected zone (HAZ).
Please do not use this form to promote or solicit your business.



Electron beam welding can be used on a broad range of metals in thicknesses ranging from 0.1mm to 150mm.
Along with most grades of stainless steel and low carbon steel, it is also ideal for refractory metals such as niobium, tantalum, molybdenum and tungsten. The latter have extremely high melting points which makes them very difficult to join using other methods. Additionally, it can be used to weld titanium, beryllium copper, nickel and cobalt based alloys and various super alloys such as Inconel, Waspaloy, Hastelloy and Rene 41. It also has the ability to weld dissimilar metals such as copper to stainless steel.For a successful electron beam weld, the joint design is crucial, as filler material is rarely used. One of the most common configurations is a butt joint – essentially two plates butted up against each other. Ideally, these plates will have smooth, square edges and will have been chemically cleaned prior to assembly. Potential applications include aerospace components such as microvalves, space flight hardware, landing gear sensors and rod end bearings. Medical components such as spinal implants, pacemaker housings, dental abutments and heart pump hardware. Electron beam welding is also used extensively in the semi-conductor, turbo machinery, pressure sensor and automotive industries.
To summarize, the benefits of electron beam welding include:
For an unbiased view, we should also mention the disadvantages and they include:
In conclusion, electron beam technology has made tremendous advances since its inception in the 1950’s. Modern machines have evolved into robust, flexible and highly accurate welders and although the process may not be suited for all applications, electron beam welding does possess some incomparable qualities that are unique to the precision welding industry.

EBE Welding Machine with 12" Vacuum Cube
Electron Beam Engineering provides a full service experience including:
A Precision Electron Beam and Laser Welding Service
Provide top quality welds and on-time delivery at a competitive price.
